

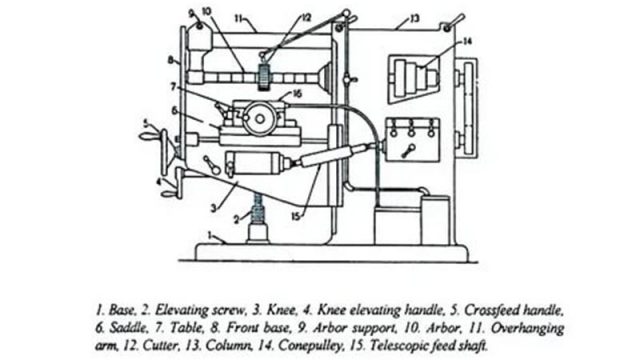
Inspection methods of Combined punching and shearing machine
Inspection methods of combined punching and shearing machine First of all, the surface of the cutter board should not be uneven, and the joint

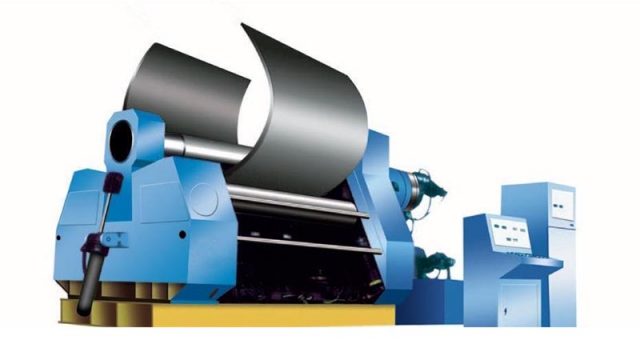
Pollution control and purification of hydraulic oil for 3 roller plate bending machine
Pollution control and purification of hydraulic oil for 3 roller plate bending machine 1、Pollution control of hydraulic oil in 3 roll plate bending machine The

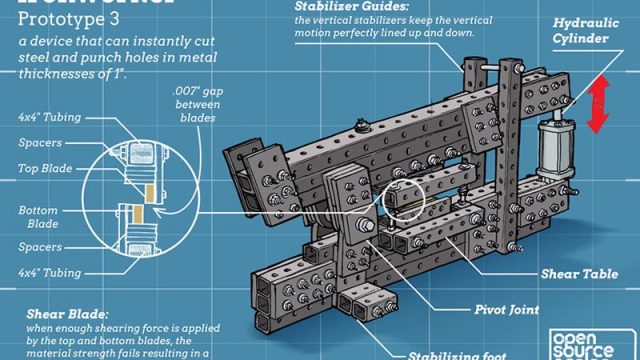
Advantages and basic operation of hydraulic ironworker machine
Advantages and basic operation of hydraulic ironworker machine Hydraulic ironworker machine integrates intelligent mechanical equipment, mainly including metal cutting, steel plate processing, punching machine,

How to reduce the noise of Hydraulic punching and shearing machine
How to reduce the noise of Hydraulic punching and shearing machine 1. Ensure that the combined punching and shearing machine is always in good technical
What is a hydraulic ironworker machine
What is a hydraulic ironworker machine Description The hydaulic ironworker machine is a kind of machine tool equipment that integrates multiple functions such as metal
How to choose the right plate rolling machine for your needs
How to choose the right plate rolling machine for your needs Although it is one of the most complicated fabrication processes, plate rolling is
Hydraulic ironworker evolution history
Hydraulic ironworker evolution history The hydraulic ironworker was originally invented in 1949, but it never really entered the scene until 50 years ago when

Hydraulic ironworkers Five benefits in fabrication work
Hydraulic ironworkers Five benefits in fabrication work Hydraulic Ironworkers are a valuable tool in any Fabrication shop. They are an easy- to- use machine

Upper Roll Universal Rolling Machine – Technical Characteristics Analyse
Upper Roll Universal Rolling Machine – Technical Characteristics Analyse Description The upper roll universal rolling machine adopts hydraulic transmission for moving the upper roll,
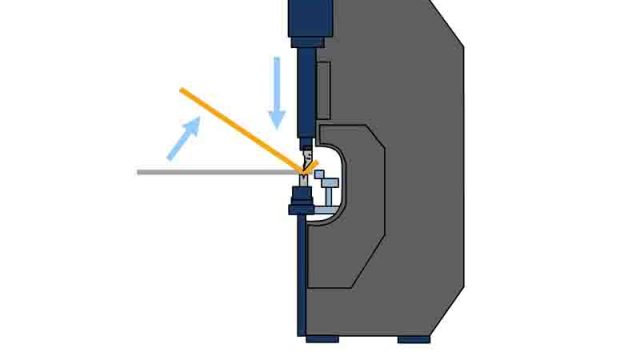
The angle of the CNC press brake is not enough and the adjustment data is invalid. What is the reason?
The angle of the CNC press brake is not enough and the adjustment data is invalid. What is the reason? There are only two