How to choose the right plate rolling machine for your needs
Although it is one of the most complicated fabrication processes, plate rolling is essential if you want to provide your customers with more bending options. However, unlike a press brake, which delivers a single bend in one direction of inertia, a plate rolling machine features multiple forces and different courses when the plate rolling process is taking place.
Plate rolling is an art, which needs an experienced operator who understands how to control all the intricacies of this sophisticated piece of equipment and the reaction the material he is working with will have. But besides having a skilled operator, it is also crucial that you match the right machinery to a particular job. This article provides some insightful tips on how to select the best plate roll for your plate rolling project.
For you to know which plate roller best fits your projects, you need to answer these questions:
Which types of materials will you be working with?
The first thing you need to do before you start searching for the best plate roll bender is to determine the type of materials you will be using in your project. Here, you’ll have to consider things such as thickness, width, diameter, strength and yield. These elements determine the amount of pressure you’ll need and the max and min diameter and width of the plate roller you’ll use.
What’s the minimum diameter?
Taking the thickest material you will be working and the minimum diameter you will be rolling that material down to will help determine the plate roll size. Plate rolls generally use the 1.5 rule, meaning that a diameter rolled can be no less than 1.5X the top roll diameter. Knowing the minimum diameter you need along with the yield strength of the material is critical in selecting the right plate roll.
Are you rolling only round objects or are you rolling out-of-round?
Any plate roll can produce the required round cylinders but when special shapes are required it takes a machine equipped with a CNC control to manipulate the rolls position in conjunction with the desired speed that the rolls are turning. Whether you’re rolling ovals such as fuel tanker trailer skins or some oyster non-round shape a CNC control will take all the guesswork out of roll speed and roll positions.
How large a diameter are you producing?
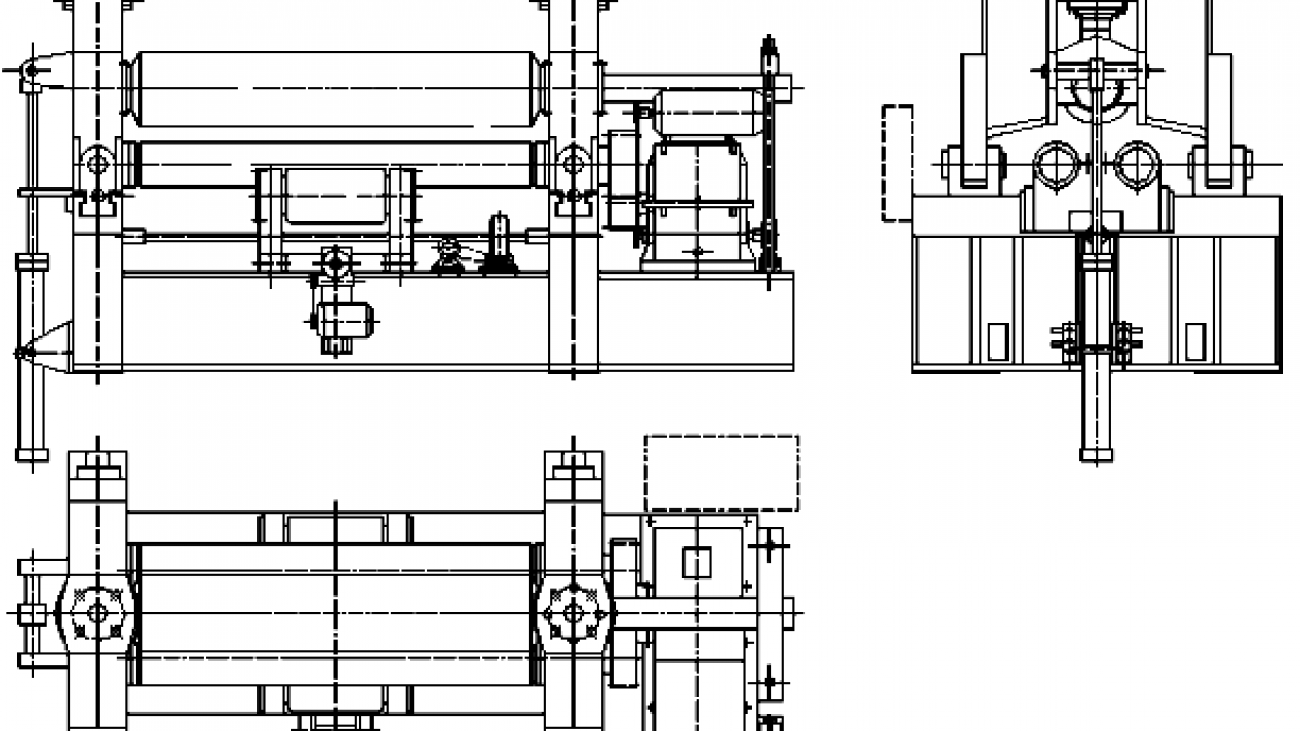
The larger the diameter rolled the more the need for additional supports around the plate roll. Most manufacturer’s offer side supports as an option to support the sheet being fed into the rolling process. However your application may also call for an overhead support if a large radius is required and the rolled sheet is being sent high into the air. The combination of side and overhead supports can assist in supporting the sheet during the process and avoid any back bending caused by the unsupported weight of the material itself.
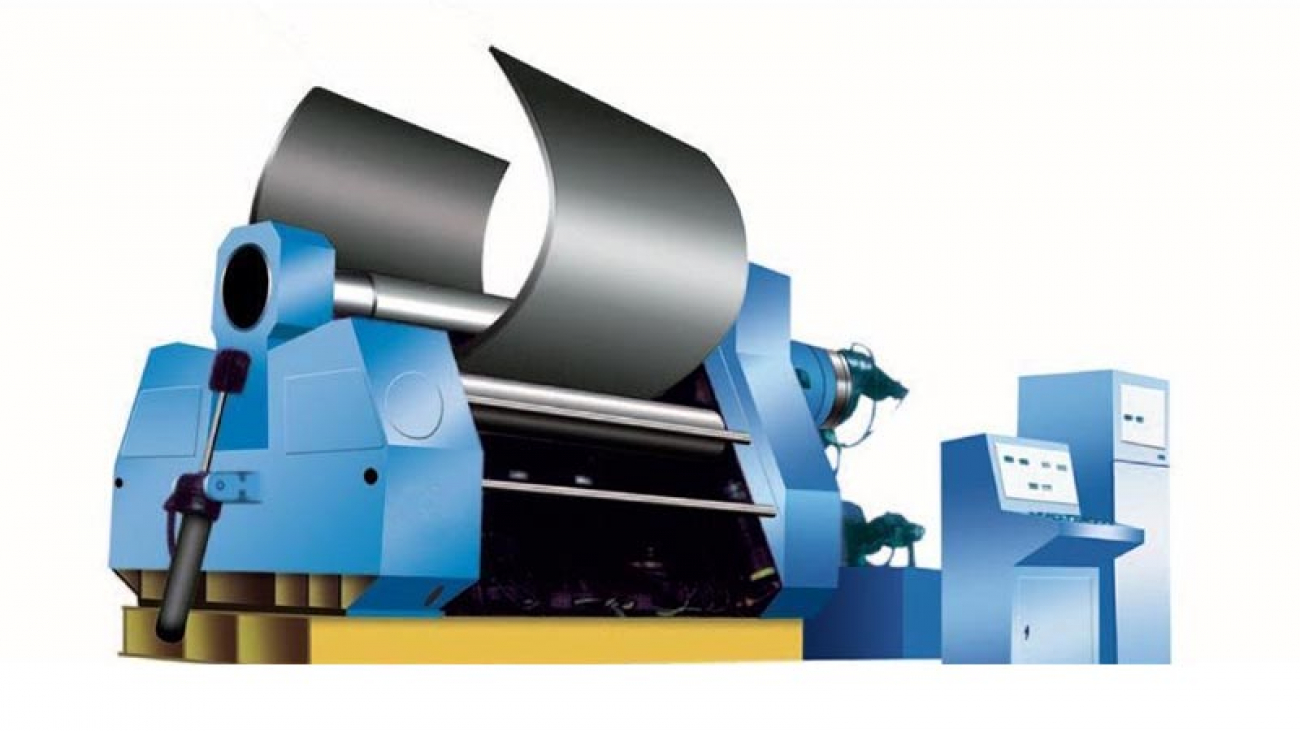
How much are You producing?
For you to get the best plate roller machine, you need to know the quantity of your output. This will help you determine the type of plate roll machine that will resonate with these needs. The three and four roll machines are considered to be the best for massive projects, but they boast distinct operational complexity, accuracy levels, and features. You’ll have to choose whether you’ll prefer the three roll machines that are known for their versatility and affordability, or the four roll machines, which are swift, accurate, and precise.