
How the internal structure of the sheet metal rolling machine is designed?
Do you know how the internal structure of the sheet metal rolling machine is designed? There are many types of rolling machines, how many parts do they have in their internal structure, and how are these parts designed?
One
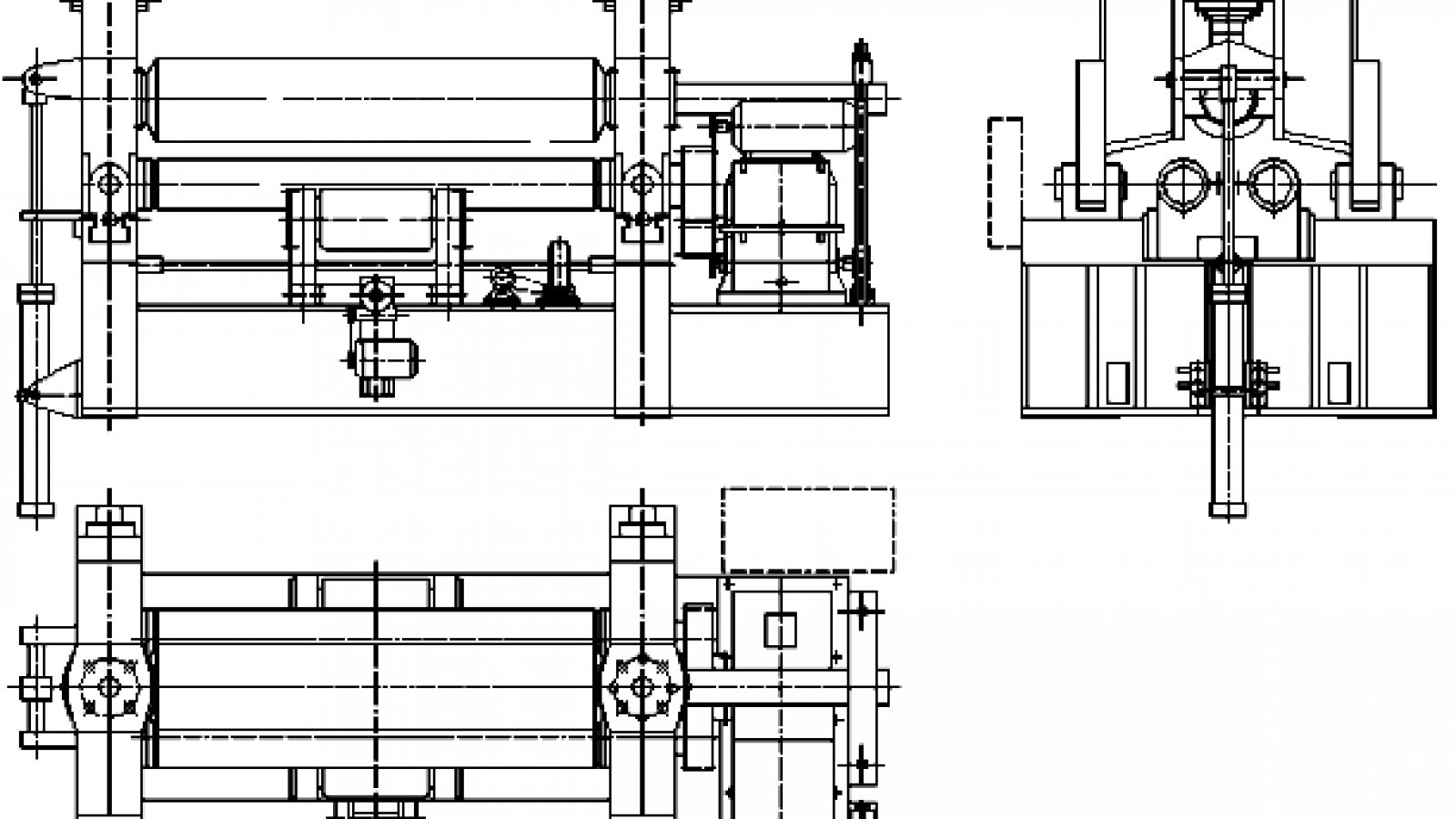
Take symmetrically adjusted three-roll sheet metal rolling machine as an example. The two lower rollers are active rollers with fixed positions, and the upper roller is a movable roller that can move up and down. With the help of the clutch, the upper roller can be adjusted to the parallel or inclined position with respect to the lower roller to meet the needs of rolling round or conical workpieces. Three rollers are installed on the left and right frames to form the main body of the machine. The transmission system is all arranged on the right side of the right frame, and the frame and the transmission part are arranged on the integral welded base to form the main body of the machine. The electric control console is located in front of the machine. In order to indicate the up-and-down displacement of the upper roller, pointers and scales are set on the right frame and the bearing. In order to facilitate the removal of the cylindrical workpiece from the upper roller, a turning bearing is provided at the left end of the upper roller, and a tilting adjustment structure is provided at the right end.
The positive and negative rotation of the lower roller, the lifting, tilting, and leveling of the upper roller are controlled by electrical appliances, the disengagement and closing of the flip bearing of the discharge, the position adjustment of the tilting adjustment mechanism, and the clutch clutch are all manually operated.
Therefore, the three-roller sheet metal rolling machine with this structure, because the position of the two lower rollers is fixed and is always symmetrical to the upper roller, the remaining straight side of the end of the workpiece that is directly rolled by it is long, so you need to use special tools or Other equipment pre-bends the end to make up for this deficiency.
Because of its simple structure, reliable work, and easy maintenance, it is widely used in other production of medium plate tubes.
Two
The two lower rollers of the sheet metal rolling machine are the driving rollers, which are transmitted by the main motor through the three-stage transmission pair of the arc gear reducer with a ratio of 62.2 to the first-stage open gear pair supported by the lower roller, so that the lower roller The design rotation speed is obtained and constitutes the main transmission system of the machine. There is a brake in the main drive system to achieve rapid braking.
The lifting movement of the upper roller is decelerated by the auxiliary motor through the secondary transmission pair of the auxiliary circular arc gear reducer with a ratio of 12, which drives the worm gear pair installed in the frame to rotate, and the wire sleeve embedded in the wheel rotates to force the connection to the upper roller.The lifting screw rod moves linearly, forming the auxiliary system of the machine. The adjustment of the relative position of the two ends of the upper roller with respect to the lower roller is realized by separately lifting the lifting screw Hodder at the left end after disengaging the clutch on the worm shaft.
The upper roller of the sheet metal rolling machine is the active roller. The main motor drives the upper roller to work through the main reducer and coupling. The function of the lower roller is to provide a certain upward force to clamp the rolled steel plate together with the upper roller to make Sufficient friction is generated between the upper roller and the coiled steel plate, which can drive the steel plate to move when the upper roller rotates. The two side rollers are used to form the required curvature of the roll, so that the sheet can achieve the required purpose.
Three
In the four-roller sheet metal rolling machine we designed, we used the main motor through the main reducer and coupling to drive the upper roll to rotate. For the movement of the lower roller, we put a hydraulic cylinder on each end of the lower roller, and the hydraulic oil in the hydraulic cylinder acts on the piston so that the lower roller can move up and down, so that the steel plate can be clamped and controlled by the hydraulic system. The lifting of the roller and the two hydraulic cylinders keep rising synchronously during the ascending process. There are two side rollers on both sides of the lower roller. The two side rollers are respectively driven by two motors through two single-stage reducers and couplings; the two motors can be controlled separately or simultaneously. The two side rollers It can be tilted along the guide rails of the frame and driven by a worm gear and a screw nut.